371 | Threaded Features in 3D Printed Parts
Summary
When designing billet parts, we often include threaded features. 3D printing is less suited to creating threaded features (especially when dealing with plastics), however there are ways to do it. In this webinar, we will cover a few techniques you can use to create high-integrity threads in 3D printed parts.
| 00:00 | Hey team, Connor here from HPA and welcome to another one of our webinars. |
| 00:04 | This week we're going to be talking about designing or using threaded features in our 3D printed parts. |
| 00:10 | So, we're going to look at printing threads, tapping threads and also using threaded inserts and what's called nut pockets or basically conventional hardware with our 3D printed parts. |
| 00:22 | So, before we get into that I just want to cover off some kind of fundamental knowledge around this, so we're all on the same page as we move forward. |
| 00:30 | First of all there's a couple of different types of 3D printing. |
| 00:34 | FDM or FFF, which is fused deposition moulding and fused filament fabrication. |
| 00:42 | Which is the more kind of conventional style of 3D printing that we're all mostly familiar with anyway where we have that kind of hot glue gun method and it's laying down the melted filament in layers and building it up. |
| 00:56 | We also have in addition to this, so SLA, which is resin 3D printing, which the likes of this prototype merge collector here was made out of, where we're curing a thermoplastic or photopolymer resin, not thermoplastic I should say, into a solid part layer by layer. |
| 01:17 | The other one is SLS, selective laser sintering, which is basically using a laser to sinter plastic powder together and then the final one, which you also might be familiar with is SLM or selective laser melting, which is 3D printing metals via a similar way of basically welding, using a laser to weld the powder together in different layers and there's so many different three letter acronyms and variations of these and different ways of explaining them like DMLS for, instead of SLM and so on. |
| 01:56 | So, we won't get too hooked up with that. |
| 01:59 | But the key point that I want to make is the materials that are used for those processes do give us different properties when it comes to the threaded features and then how we deal with the threaded features, it has an influence there as well. |
| 02:14 | So, FDM and SLS use thermoplastics. |
| 02:18 | So, basically there's two types of plastics or polymers that we work with. |
| 02:23 | Thermoplastics are plastics that can be melted down into a liquid state and then they'll re-cure without really degrading too much so they can soften and re-cure when subject to heat. |
| 02:36 | Thermosets on the other hand are a little bit different. |
| 02:39 | They cannot be melted down and then re-cured like this. |
| 02:43 | So, if they're subject to excessive heat, they won't really melt, they'll just become kind of brittle and crumble and degrade. |
| 02:50 | And then of course if we're talking about metal, that's a whole different story, but we're probably all more familiar with how threaded features work in metal parts anyway. |
| 03:02 | So, we'll just keep this in mind moving forward. |
| 03:05 | And our primary focus will be on FDM 3D printing with thermoplastics because it is by far the most common one that people use, more of a hobbyist level anyway. |
| 03:17 | because it's so accessible. |
| 03:21 | But we'll also, so we'll focus on that and then as we progress through everything we'll also mention the other ones as well. |
| 03:27 | So, why would we want threads in our 3D printed parts? So, hopefully this is pretty obvious and it's basically the same as any mechanical part that we're designing for our vehicles, be it machined or 3D printed or whatever. |
| 03:40 | We're probably going to want to use some type of fixtures or mounts or ports or something with threaded features to make connections between them. |
| 03:49 | So, all the same stuff that goes for our machined billet parts go for our 3D printed parts too. |
| 03:57 | And we basically have four different options here for creating those threaded parts. |
| 04:02 | So, one would be to manually tap the parts, whether that means that we're drilling holes ourself to the desired size and then manually tapping them. |
| 04:12 | Or we can in some cases print the threads directly. |
| 04:17 | So, we can model them in our CAD software and then have them created by the 3D printer as it's creating the rest of the geometry. |
| 04:25 | Although in this case we will usually chase those threads with a tap, but we'll get more into this in a moment. |
| 04:31 | Another option is to use nut pockets, so that's basically where we have, which I have an example here of this here if we jump under the overhead. |
| 04:45 | So, we can see in the back of this, this is a 3D printed prototype for a brake caliper adapter onto this upright and we can see that we have this kind of nut pocket in the back here where the nut is recessed into the back of the part. |
| 05:00 | So, that's another option, again that we'll come back to. |
| 05:03 | And the final one we're going to discuss is using, sorry, is using heat set inserts. |
| 05:11 | So, threaded inserts like this right here, little brass inserts that we heat set into certain parts and then that gives us a nice metal threaded feature in there. |
| 05:25 | So, what we'll do is we'll start off just talking about nut pockets. |
| 05:30 | And if you just give me a moment, I'm going to open something up here from CNC Kitchen. |
| 05:39 | Just a moment. |
| 05:48 | That should help to kind of illustrate this a little bit more. |
| 05:52 | So, if I just scroll down here, we have a few different options that they've kind of shown in this article, which we can link into the chat as well if you're interested to have a read. |
| 06:01 | Showing the different types of nut pockets that can be used. |
| 06:05 | So, in this case they've shown a bottom pocket or a side pocket here. |
| 06:10 | So, the bottom pocket is what I just showed on that brake bracket there. |
| 06:13 | Where basically we have a recess in the back of the part and that just basically allows us to put our conventional nut in the back and it might be a hex shape recess that's just larger for some clearance so that nut will slip in there. |
| 06:28 | And then it prevents it from rotating. |
| 06:30 | You can also use any straight edge that'll basically prevent it from rotating. |
| 06:35 | A triangular shape will work as well. |
| 06:38 | Or you can use a side pocket like this where there's basically a hole in the side of the part or a pocket that we can slide the nut through into. |
| 06:47 | So, that's another option there. |
| 06:49 | Another option on top of that is actually basically embedding a nut into the part. |
| 06:55 | So, if you just give me a moment, I'll just bring up this CAD model here. |
| 07:01 | And what we'll do, this looks like just a very simple rectangular kind of extrusion shape with a hole in the centre of it. |
| 07:12 | But if I jump in here to the section analysis and just drag this down a little bit, you can see that I've actually put a little hexagonal pocket in the centre of that there. |
| 07:22 | And basically what we can do as we're 3D printing our part is as it's being built up, we can stop it on a certain layer and then we can insert the nut into that pocket and then continue the 3D print on so the nut actually gets basically encapsulated inside the 3D printed part. |
| 07:42 | That's a little bit more difficult than the other types of nut pockets , but it obviously holds it in place. |
| 07:49 | Just on that note as well, of those side pockets or the back pockets there, we can use little bits of glue to just tack it in place, which can help a lot. |
| 07:58 | We obviously just don't wanna get glue in the threads themselves. |
| 08:01 | But this is a really effective way as well. |
| 08:05 | The other thing that we can consider when using a nut pocket, if I just jump back to that CNC kitchen page here, if you imagine this part here has these layers kinda sideways through it, when we're talking about our FDM 3D printed parts, where they're weakest is when the layers are being pulled apart. |
| 08:27 | So, if we look at this part under the overhead here, I know this is really small, but we have all the layer lines running sideways. |
| 08:36 | So, if this part was loaded this way and we tried to pull it apart, then it'll more easily separate on the layers than if it was loaded this way, pulling in line with the layers. |
| 08:47 | So, if we fasten that with conventional hardware, what that would do is basically clamp those layers together and help increase the strength of the part. |
| 08:56 | So, in the case of that brake caliper bracket down there, that's exactly what I've done and that's a good way to just be able to add a bit more strength to that prototype so the printed part can be able to support the weight of the brake caliper, just for mock up anyway, we're obviously not running the car like that. |
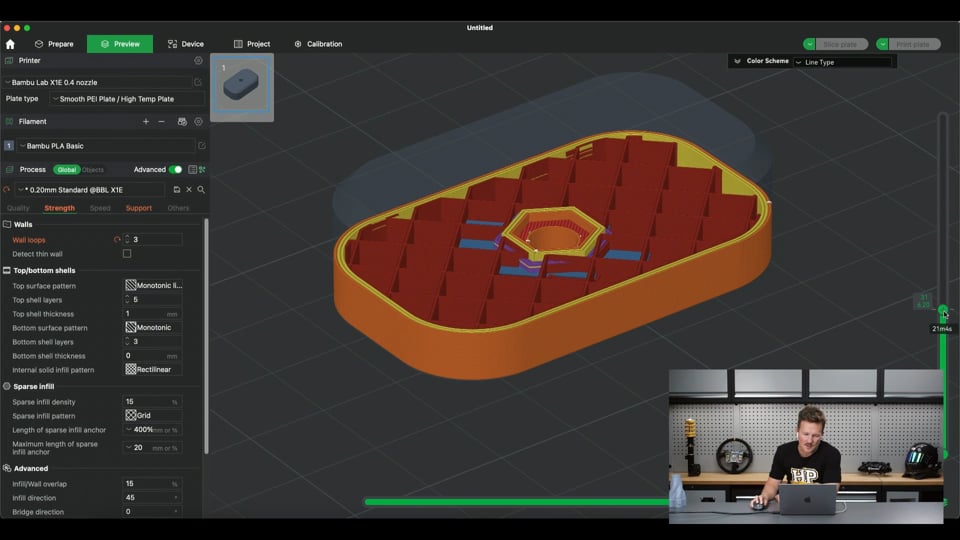
| 09:16 | If we just jump back to this kinda encapsulated one here and drag that back down to show that, what I want to do is just jump over to our Bamboo Studio, which is the slicer for our BambooLab X1E printer that we have, and we just have that part on the build plate here and all the settings set up for it. |
| 09:40 | I've already sliced this and if I just remove this for example, we can basically drag the layers down to see how the part is built up there, I'll just hide this, make it a bit clearer. |
| 09:54 | As we drag this up, we can see each layer being built up, I'm dragging up the bottom, sorry, each layer being built up till we get to that nut pocket there, we can see that coming up, up, up, up, up, until we get to the top and then that next layer goes on top. |
| 10:13 | Now, one of the key points here is that we haven't enabled support because we don't want any support being printed in that pocket there, so that's a really important part, but basically we can pause it just before it does that next layer and then I can right click here and go add pause and that'll just add that pause point into it and then it'll continue on. |
| 10:37 | So, basically as the part's being printed, it'll build it up and then the printer will stop on that point, we'll have time to then put the nut into that pocket and then we can basically start the print again at , which point it will print over the nut and kind of encapsulate it in there. |
| 10:54 | In some cases that can be a little bit tricky to get right, especially with bigger nuts as basically the top of the nut isn't flat and it's not as easy for the filament to stick to. |
| 11:06 | So, sometimes you have to play around with the settings there a little bit and it's basically this top blue layer that you see here is where it's bridging, so it'll move quite quickly across that anyway, which can help as well. |
| 11:21 | So, that's nut pockets and with that we'll just move on to the next option that we have there. |
| 11:30 | So, just a moment, I'll jump back to my notes. |
| 11:34 | Cool, and on that note as well, if anyone has any questions that come up during this discussion on 3D printing or really any CAD topics, I'll do my best to be able to answer those at the end. |
| 11:46 | So, yeah, jump in the chat and let us know if you have any questions. |
| 11:51 | Cool so, the next thing we're going to look at is this little part here. |
| 11:57 | Just move the computer out of the way a little bit. |
| 12:00 | So, what I have here is just the block, which is very similar to what we just saw on Fusion on my computer and it's just a little rectangular block that's been 3D printed with pretty high infill density and it's got three different holes in it. |
| 12:17 | So, these are for the three remaining options for threads that we're going to talk about. |
| 12:22 | The first one here is just a blank hole, it's just a hole sized at 4.2mm, which is about the appropriate size for tapping a 5x0.8mm thread into. |
| 12:35 | So, we kinda use that as a general rule where the size of the blank hole should be the size of the hardware minus the thread pitch and that's a common rule that's used in metal printed parts and it's basically a good starting, sorry not metal printed parts, just any metallic parts that we're working with if we're making threads in them, we draw the size before we tap it at the size of the hardware minus the thread pitch. |
| 13:01 | So, that's basically what we've done here, I just modelled a 4.2mm hole in CAD and that's just cut straight through the part. |
| 13:10 | The next hole here has printed threads in it and I know you won't be able to see that because it's M5x0.8. |
| 13:18 | So, that's printing the threads directly so we'll have a look at that too. |
| 13:22 | And then finally here we have a larger hole , which we're going to press in a heat set insert into. |
| 13:29 | So, we're going to start off looking at this middle one here , which is printing the threads directly. |
| 13:35 | So, in this case, and the same for the nut pockets we talked about before, printing threads directly is possible for any type of 3D printing, so SLA, FDM, SLS, SLM, it's possible for all of them. |
| 13:53 | With FDM, which probably has the worst resolution of the lot, printing those threads, if they're very small like this, we're probably not going to get a very accurate result. |
| 14:05 | If you think about an M5x0.8 thread, if our layer lines or our layer height is at 0.2mm, which is basically the standard for FDM, then the resolution of that thread is not going to be very precise and if we're talking about using a little machine screw that's very precise, then that's not going to fit very well with that. |
| 14:29 | And we can basically see that if I just try to start winding that in, it really appears like it's the right size and I can kinda get it started, but straight away you can see it's just not as nice as if we had that thread in our part. |
| 14:45 | We could have a bit more of a tapered lead in here to help and we could drive this in and it would basically form the threads itself anyway in the plastic part , but it's not ideal. |
| 14:57 | So, for FDM, what we'll typically end up doing is chasing that thread with a tap, but it is quite nice to have that thread there anyway to get it started. |
| 15:08 | With SLA parts, same thing, they have a lot more resolution so if we look at this for an SLA resin printed part for example, much higher degree of resolution in it and we can print the threads a lot more accurately, but I will say from my experience printing small threads, again I'd typically chase them with a tap to tidy them up. |
| 15:30 | And then the same thing goes for SLS or SLM printed parts where the surface finish of those parts is quite grainy. |
| 15:38 | So, again just to finish the tap surfaces inside the tap, I would again chase it with a thread. |
| 15:48 | So, the point here, printing threads directly, very possible, but we pretty much always have to chase them with a tap. |
| 15:55 | So, I have a little M5x0.8 tap here, this is actually an intermediate or tapered tap, we'd more typically in this case use a bottoming tap, but I didn't have one on hand. |
| 16:10 | So, it's pretty simple to just get that started. |
| 16:15 | And very easy to work with plastic, especially a thermoplastic, this is just PLA. |
| 16:21 | Easier to work with than aluminium and we can just chase that thread there and you can see it's cutting into it there and just cutting that through. |
| 16:31 | I'll just quickly kinda get to the bottom there. |
| 16:35 | In this case we have a hole that goes through the entire part , but in some cases if we create a hole that's a blind hole, so it's got a bottom to it, and we want to get to the bottom we're going to have to use what's called a bottoming tap, which is basically just a tap where the threads for it go all the way down. |
| 16:55 | It's not really good for starting taps in new holes, but it's great if we already kinda have an existing thread. |
| 17:03 | So, that was that centre hole and then we should be able to see here, yeah, that just nicely threads in and that's pretty good. |
| 17:12 | The note that I will make about this is that the threads themselves are surprisingly strong, but if they're going to be really load bearing or have quite a lot of demand placed on them, then they're not really going to be appropriate for, yeah, that and would usually turn to the use of something like a nut pocket or a threaded insert as well, which we'll get to in a moment. |
| 17:42 | Same thing really for the blind hole here, that's just been sized like I said at that 4.2mm, which is M5 minus the 0.8 thread pitch and I can just feel a little bit more resistance on this as I start to tap it, but again it's like nothing like tapping a metal part, we can kinda work back and forth a bit, but we're not going to have any issue where we're going to break the tap coming through a plastic part like this. |
| 18:16 | So, it's the same thing here, making a little bit of a mess on the table. |
| 18:23 | And again, I'll just leave it at that, we'll back that out and we've just tapped that manually into it. |
| 18:32 | So, that's the other option there. |
| 18:35 | Now, if we're printing larger threads directly, we sometimes don't need to chase them with a tap and that can be a really good workaround if we don't actually have that physical hardware or tap on hand. |
| 18:49 | So, for really weird threads that we don't have the tap for, that can be a good way to get around it, but it really only works for larger threads anyway where we can print them accurately enough to not have to chase them with the tap and you can see there that just threads in quite nicely there. |
| 19:07 | Cool so, that is the threads and the drill and tap method done there, just tapping it manually, we're printing the threads directly. |
| 19:19 | The thing I will say about if we drilled this hole and then tapped the threads without chasing a preprinted thread into our resin 3D printed parts, these thermosets are quite brittle and as a result when we're doing work like that they don't really form and flow very well and they tend to crack. |
| 19:42 | So, for SLA parts, resin 3D printing, I would always print the threads rather than tapping them manually or in most cases anyway and the resolution of SLA printing really allows for that anyway so there's not too much of a reason why you wouldn't do that. |
| 20:00 | But they tend to crack and they're quite brittle, hard plastics. |
| 20:04 | And that said though you can get tough resins and things like that or ABS like resins, which are a lot better and not as brittle so that makes a difference there, what resin you're working with as well. |
| 20:18 | Cool, I'll just get the soldering iron plugged in here, so it gets heated up and what we're going to do next is work with our little heat set insert here. |
| 20:31 | So, these are from CNC Kitchen who was the webpage that we were looking at earlier. |
| 20:41 | So, these in this case, we've just got M5 by 0.8 I think and then they basically just come in a bulk kind of bag like that. |
| 20:54 | I've also got a bunch of other sizes there and then these are the little parts, which are the end tips for the soldering iron that you'll see how they're used in just a moment to help us press those into place. |
| 21:08 | So, one of the key points on the top of the bag here is the kind of diagrams they give us so they're showing us the different dimensions of the threaded insert itself and then they're giving us the recommended dimensions for the hole that it'll go into. |
| 21:26 | So, in this case the threaded insert has a little tapered lead in on it, the bottom, which basically just helps us press it into the hole and get started with the piece in square and that is 6.3 millimetres in diameter and they're recommending that we therefore have a 6.4 millimetre hole. |
| 21:46 | Just a note on this, these were printed on our Bamboo Labs printer, which is pretty accurate, but we're always going to have kind of tolerance issues with our 3D printed parts. |
| 21:57 | I found that these were more like 6.2 millimetres as they were printed so I did just open that up with a precision drill bit to about 6.4 millimetres, which is the recommendation. |
| 22:09 | It also has some recommendations on the depth of the hole, because obviously the threaded part needs to fit in it. |
| 22:16 | And then the wall thickness in there is important as well. |
| 22:19 | So, if we just jump back to my computer onto the slicing software, we can see the wall thickness around the actual threaded or the hole. |
| 22:31 | In this case there's about three or two wall loops and then it breaks into the infill of the part. |
| 22:38 | So, the actual shell thickness around that hole isn't very thick. |
| 22:43 | So, when I printed this part here I actually had about six wall loops to ensure that as this part presses in, the kind of knurled outside on it has plenty of material to bite into and isn't going to break through into the infill area. |
| 22:58 | Cool so, what we'll do is just get set up to press this one in. |
| 23:05 | So, I've heated up the soldering iron here, hopefully it's all powered up. |
| 23:11 | We basically get that little tapered edge here set up in the hole, just started there and we need to be pretty careful here naturally, because this is all hot that we don't kind of slip and burn ourself. |
| 23:26 | So, it can take a minute just for the heat to come up in the part and then we just want to basically press that in. |
| 23:36 | And I'm not actually even sure that this is on. |
| 23:40 | I don't wanna put my hand on it to test though. |
| 23:54 | Nope, I'd say that's not on. |
| 24:01 | Just a moment. |
| 24:11 | Alright, bear with me while this warms up again, hopefully it does. |
| 24:15 | And so basically, what we're trying to do when we do get that is we're putting this in, we're heating up that little brass insert and then pushing down on it until it will basically start to melt that plastic away and push into the part. |
| 24:32 | This soldering iron isn't really the best, but in some cases soldering irons that have an adjustable temperature on them, you'll be able to set that temperature and ideally you just want it above the melting point for the part that you're working with. |
| 24:50 | Okay and this just doesn't really want to be heating up. |
| 25:00 | Bear with me. |
| 25:02 | When you're pressing it down into the part you want to do that nice and straight. |
| 25:06 | Yeah, not really sure what's happening here. |
| 25:08 | It's like the soldering iron's just died and not working for whatever reason. |
| 25:14 | Just try one more time before I show you one that I prepared earlier. |
| 25:22 | Don't wanna press too hard on the table. |
| 25:26 | Yep, cool, so that soldering iron's for some reason not heating up. |
| 25:32 | So, we'll just jump over to one that I did before and we can see that threaded insert is pressed in there and you just wanna press that in nice and flush with the surface. |
| 25:42 | It does take a little bit of time for heat to be transferred into the brass insert so you just want to kinda wait for it to heat up and then it should just move in quite nicely and smoothly. |
| 25:52 | But yeah, sorry, that didn't seem to work in that case, I'm not sure if there's something wrong with the soldering iron. |
| 25:58 | What I was saying before was if the soldering iron has an adjustable temperature, you just want to increase that temperature above the melting point for the plastic and that should be basically the same as what we set the nozzle temperature to for the FDM 3D printing process. |
| 26:15 | So, in the end we get these heat set inserts in here and we can just thread the hardware into that like that. |
| 26:25 | And that gives us a nice strong thread in there and you might be wondering about the kinda integrity of that and how hard that will hold in there. |
| 26:36 | If we just jump back to that webpage by CNC Kitchen here, which, Ok, sorry, technical difficulties. |
| 26:53 | Yeah, so if we just jump over to this webpage here, CNC Kitchen has done a lot of tests here on the pull out torque using threaded inserts, nut pockets, directly printing threads, torque out test and pull out test there as well. |
| 27:07 | So, you can kinda see how all of these methods compare to each other and it seems that having the pocket through the part naturally gives the highest amount of strength or integrity into the threaded feature. |
| 27:24 | And then you kind of see down here that directly printing the threads is actually basically just as strong as using one of these threaded inserts. |
| 27:33 | Although it does give you a kinda nicer machined threaded finish, so that's a little bit nicer to use it. |
| 27:40 | And instead of using an insert as well there's also options to use a Helioils, which is kinda shown up the top here as well. |
| 27:49 | So, there are a few other options, but those are kinda the main ones that we've covered so with that all covered I'm just going to jump into the chat and see if I can answer any questions if there are any. |
| 28:05 | Alright, Jeff Bonneyfield, "Can you discuss the potential use of some of these printed media uses as you go on? So, on the engine, in the engine bay or other support locations.". |
| 28:19 | So, examples of 3D printed parts I guess with threaded features, we just saw one down here, I'll bring this back up. |
| 28:28 | So, in this case I have printed a prototype for the disc hat just based off a supplier's offerings and their kinda drawings and dimensions just to prove that that would work with the whole assembly before we actually purchased that part. |
| 28:48 | So, that's just an off the shelf part and then an example on the back here as well is the bracket for the brake caliper, which has some kinda threaded features in there using some nut pockets again to just, I've designed this part to be machined from billet aluminium, but this is just a prototype to check that the fitment all works and that the caliper lines up properly over the disc how it all should and we have no interference issues. |
| 29:17 | Some other parts that I can pull up on my computer that have something like this, bear with me for one second. |
| 29:31 | So, this is another thing that we're working on for the 3D printing course, which will be an SLS one, so printed out of glass filled nylon 12, or PA12 and it's basically a intake for individual throttle bodies on Markku's beams powered AE86. |
| 29:54 | So, just adapting some Jenvey throttle bodies that we have, just change this, zoom in here, so basically just designed this little intake here and this will be 3D printed, if we hide all the other parts, out of nylon glass filled. |
| 30:14 | And it has a little vacuum rail here for the map sensor as well. |
| 30:19 | And then again, so these points here have been sized for heat set inserts so the throttle bodies themselves are going to mount to those and we'll have those parts. |
| 30:30 | And in this case that's being used in the engine bay, it is a glass filled nylon and it should have a temperature rating of about 170 degrees Celsius, it should be good too. |
| 30:45 | So, for a naturally aspirated car, cross flow head in this case, it should be all good in the engine bay, but it's going to be something that we test. |
| 30:55 | The other thing is I have this 3D scan , which I can just show you. |
| 31:00 | So, in this case for the 3SGE Beams engine, the intake actually has a rubber isolator here, so that's going to help with the conductive heat transfer quite a lot and keep that out of the 3D printed part. |
| 31:16 | So, again that glass filled nylon will probably be pretty good. |
| 31:20 | If you're not familiar, a lot of modern vehicles use injection moulded nylon intake manifolds as well, even in turbo applications. |
| 31:30 | So, it's actually a well used material and pretty good, but this will be a test to see if it lasts in a race application, because this is a race car. |
| 31:39 | Another example, so that is FDM prototype, that is an SLS example. |
| 31:47 | And then also for SLA or resin printing, I'll see if I can bring this up quickly. |
| 31:57 | Jump into - bear with me. |
| 32:03 | It's not in here. |
| 32:05 | It's something else. |
| 32:07 | But basically we are doing 3D printed out of resin velocity stacks for our K20 build and we're designing that to have a secondary set of injectors outside the bell mouth for the throttle for high RPM kind of fuel mixing. |
| 32:23 | To give that a test out as well and we've mounted the fuel rail off the velocity stacks, which are 3D printed and so those have some threaded features in them as well and they are going to be printed out of a high temperature resin called, by Frozen, which is the company, called TR300. |
| 32:44 | Again, that has a heat deflection temperature or kind of heat resistance up over 200 degrees Celsius, so it should be pretty good. |
| 32:55 | And a naturally aspirated kind of intake part being used in practice and we're going to do a lot of testing with that on the dyno and stuff as well. |
| 33:04 | So, stay tuned for all of that, but that's showing some of these 3D printed parts in kind of high demand or yeah, abusive environments like motorsport engine bays. |
| 33:17 | Cool, we'll just jump back over and see if we've got anything else. |
| 33:20 | So, Jerry3567, "If tapping a hole with FDM, it is usually worthwhile to use a modifier in the resin and adjust the wall loops to get a bit more material around the threaded feature.". |
| 33:34 | Yeah, that's just kind of like what I covered before, just looking at this here. |
| 33:38 | If I just look at this we can see that we have only kind of two wall loops in this area around that if we're going to tap that hole. |
| 33:49 | But I could come back to the strength here and I could up the wall loops to say six for example, slice that again, drag that back down and we can see we've got a lot more kind of meat around the hole there. |
| 34:00 | So, if we're tapping into it, yeah we've got a lot more to work with and that should add some kind of integrity to the threaded feature as well. |
| 34:09 | So, really good point there. |
| 34:12 | BillyJack10Connor, "What use cases have you seen for prototyping with resin versus FDM? Is it an accuracy thing for small detail or something else?". |
| 34:24 | In terms of prototyping I'd say that's probably the biggest difference that I see is the surface finish and the resolution, maybe not so much the accuracy, but the resolution of SLA 3D printing is a completely different thing and a much much better to FDM printing. |
| 34:43 | So, with the SLA printing, something like this, you get great surface finish, you can't see any layer lines or anything really and it prints all these holes really nicely, accurately and it all looks very good. |
| 34:58 | So, for a form like this it's great, I could have 3D printed this out of, with FDM, but it just wouldn't have been as nice a piece and this is just a prototype part like what we said, cos this is going to be 3D printed from stainless steel soon enough. |
| 35:14 | So, I would say in most cases it does come down to the resolution and accuracy. |
| 35:23 | But the parts generally aren't as strong. |
| 35:27 | If we're talking about end use functional parts, there's kind of different materials for SLA as well with things like being able to print silicons, ceramic resins or clear resins for example for kind of optical purposes like printing lenses, that SLA lends itself to where FDM is more suited to creating parts that have structural demands to them and things like that because the properties of the materials for the thermoplastics are generally a lot tougher and a bit stronger than the SLA parts, which are a bit more brittle. |
| 36:05 | So, hopefully that kind of helps a little bit there. |
| 36:09 | Yeah, hopefully that's given some insight into the options for including threaded features in your 3D printed parts and if there are any other topics like this that you'd like us to dive into in the future, just let us know and we'll do our best to incorporate that into our plans. |
| 36:25 | So, with that covered, we'll see you next week and thanks for coming along. |





